
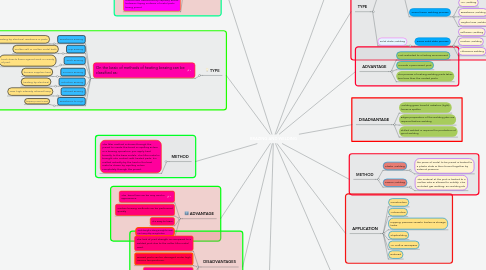
1. TYPE
1.1. On the basic of methods of heating brazing can be classified as:
1.1.1. Resistance Brazing
1.1.1.1. heating by electrical resistance in parts
1.1.2. Dip Brazing
1.1.2.1. molten salt or molten metal bath
1.1.3. Torch Brazing
1.1.3.1. torch directs flame against work in vicinity of joint
1.1.4. Furnace Brazing
1.1.4.1. furnace supplies heat
1.1.5. Induction Brazing
1.1.5.1. heating by electrical
1.1.6. Infrared Brazing
1.1.6.1. uses high‑intensity infrared lamp
1.1.7. Resistance to High
1.1.7.1. frequency current in work
2. ADVANTAGE
2.1. The bond line can be very neat in appearance
2.2. Certain brazing methods can be performed quickly
2.3. It's easy to leain
2.4. Joint strength is strong enough for most non-heavy duty use application
3. METHOD
3.1. The filler method is drown through the joined to create this bond is capillary action. In a brazing operation, you apply heat broadly to the base metals. The filler metal is brought into contact with heated parts. It's melted instantly by the heat in the best metal & drown by capillary action completely through the joined.
4. DEFENITION
4.1. DIEX CORP. : Auto Brazing Machine : SAB16
4.2. Joining process in which a filler metal is melted and distributed by capillary action between faying surfaces of metal parts being joined
5. APPLICATION
5.1. Cutting tools
5.2. Chemical process industry
5.3. Electrical Equipment e.g( Joining wires & cable)
5.4. Jewelery
5.5. Automotive (e.g joining tubes & pipes)
5.6. Plumbing & heating contractors join metal, pipes & tubes by brazing
5.7. Repair & maintenance work
6. DISADVANTAGES
6.1. The lack of joint strength as compared to a welded joint due to the softer filler metal used.
6.2. Brazed joints can be damaged under high service temperatures.
6.3. Weak joint as compared to welding.
6.4. Metal to join must very close to ensure capillary action of molten filler metal.
7. DEFINITION
7.1. Joining process in which two / more parts are coalesced at their contacting surfaces by application of heat and/or pressure
7.2. MIG Welding Machine | eBay
8. TYPE
8.1. Fusion Welding
8.1.1. Joining process that melt the base metals. In fusion welding operation, a filler metal is added to the molten pool to facilitate the process and provide bulk and added strength to the welding joint.
8.1.2. Joining process which coalescence result from application of pressure alone/ a combination of heat & pressure.
8.1.3. Some fusion welding process
8.1.3.1. Arc Welding
8.1.3.2. Resistance Welding
8.1.3.3. Oxyfuel Gas Welding
8.2. Solid State Welding
8.2.1. Some solid state process
8.2.1.1. Diffusion Welding
8.2.1.2. Friction Welding
8.2.1.3. Ultrasonic welding
9. APPLICATION
9.1. Construction
9.2. Automotive
9.3. Pipping, pressure vessels, boilers & storage tanks
9.4. Shipbuilding
9.5. Air craft & aerospace
9.6. Railroad
10. VIDEO
10.1. Welding and Brazing 3AEM2
11. ADVANTAGE
11.1. Not restricted to a factory environment
11.2. Provide a permanent joint
11.3. The process of making welding joints takes less time than the riveted joints
12. METHOD
12.1. Plastic Welding
12.1.1. the piece of metal to be joined is heated to a plastic state & then forced together by external pressure
12.2. Fusion Welding
12.2.1. The material at the joint is heated to a molten sate & allowed to solidify. This included gas welding, arc welding etc